
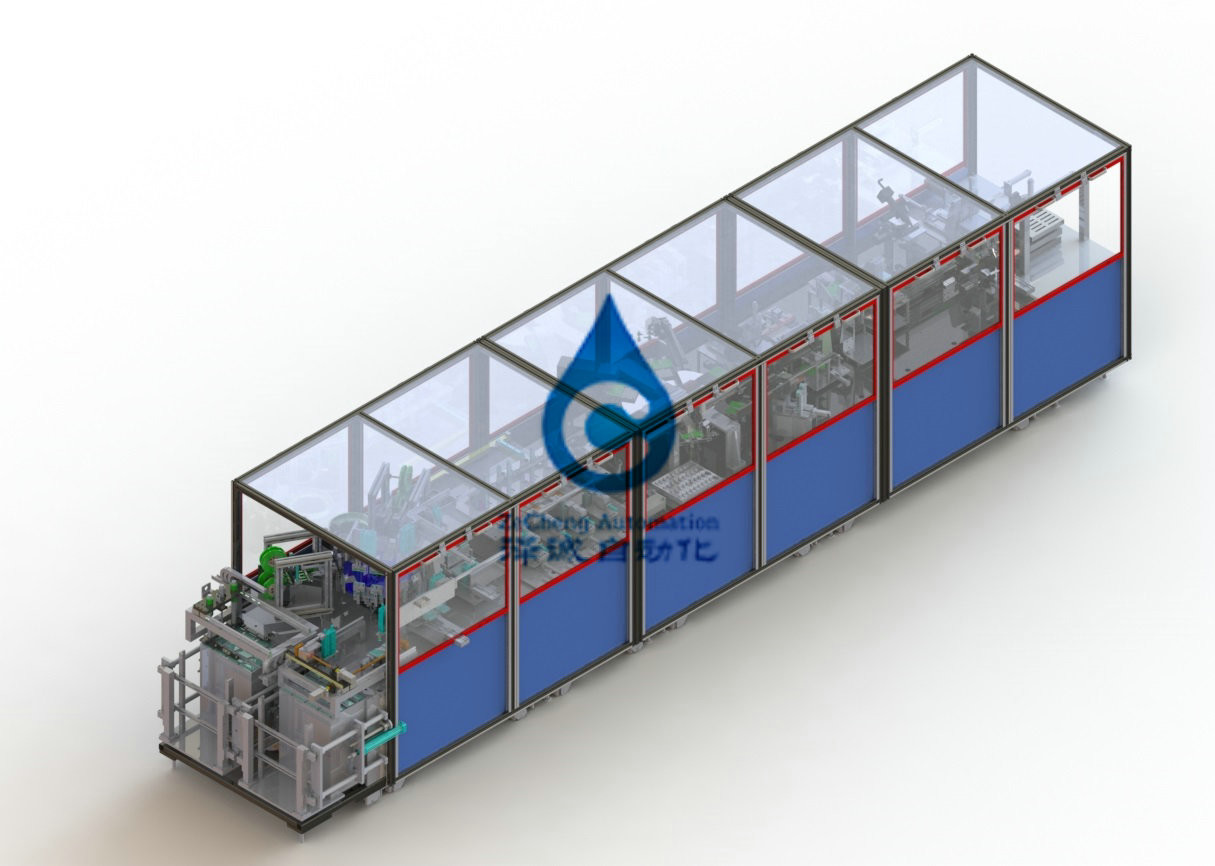
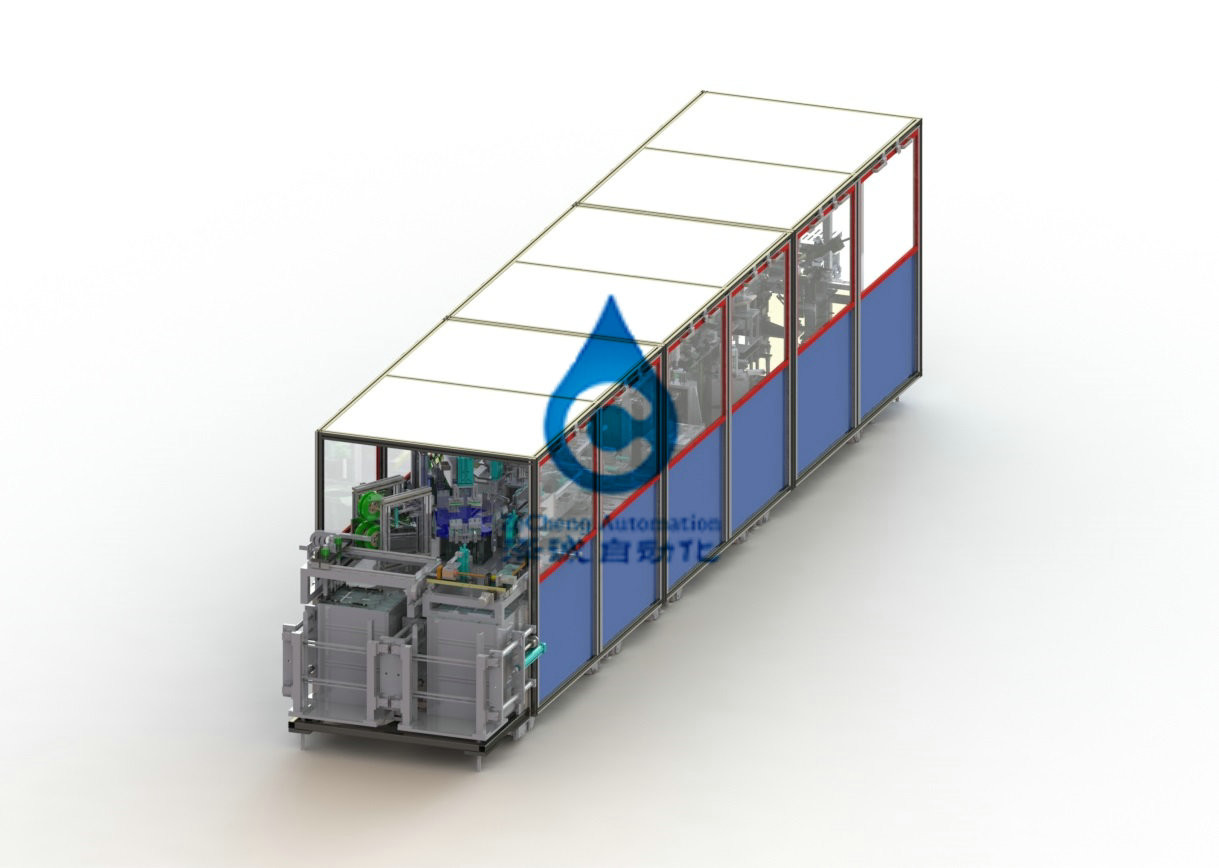
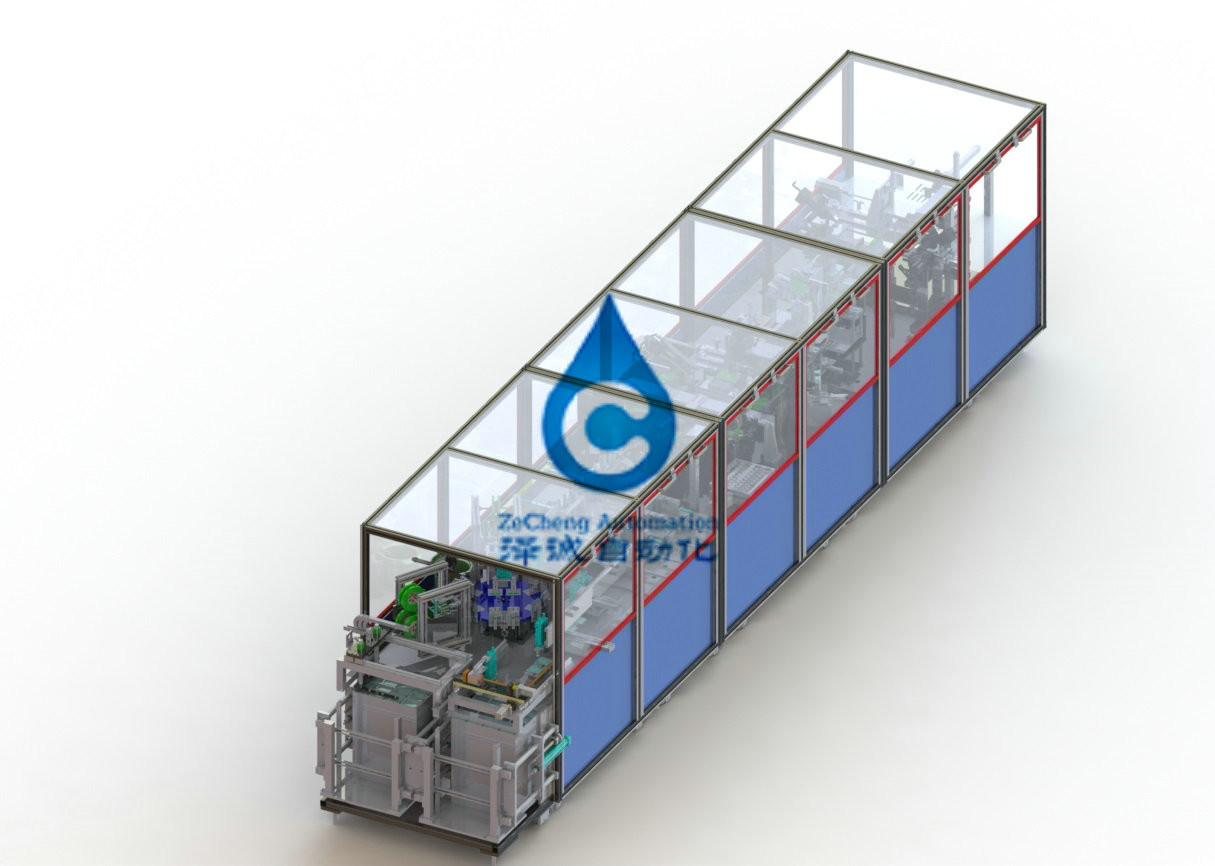
Requisitos de diseño para la planta de fabricación cuadrada completamente automática de la batería
1.1. Este plan se basa en la batería cerca proporcionada los requisitos co., LTD. del montaje de la batería * * *, y diseña el tipo cuadrado cadena de producción automática de la batería.
1.2. Cadena de producción requisitos de la capacidad: la velocidad entera de la producción de la planta de fabricación automática de la batería está sobre 25PPM;
1.3. Tamaño aplicable de la batería: longitud de la batería: 36 ~ 80m m, anchura de la batería: 30 ~ 70m m, grueso de la batería: 3,0 ~ 10m m
1.4. Proceso de producción del montaje de la batería: de la materia prima que alimenta para mover de un tirón para arriba - colocando en varias ocasiones el oído recto del polo - la cinta del palillo para cubrir la junta, las bolsas de plástico y la cabeza para mover de un tirón - alimentación de la batería - el pegamento inferior que esconde - en la cáscara - que coloca la fijación y cortar extremadamente del oído con abrazadera a la soldadura ultrasónica de la tapadera del oído, soldadura de resistencia 1-2 - prueba extensible - revés de la soldadura de resistencia que alimenta la tapadera que aplana, oídos de doblez del polo para bloquear a la prueba del cortocircuito, soldadura por puntos de laser, batería.
1.5. Sistema de control: el sistema se compone de cuatro sistemas, incluyendo un sistema que embala de la junta, un sistema de pegamento-en-SHELL, un sistema de la inspección y de la soldadura del oído del polo, y sistema de doblez y de aislamiento de un oído del polo. Cada sistema del sistema es controlado independientemente por el PLC.
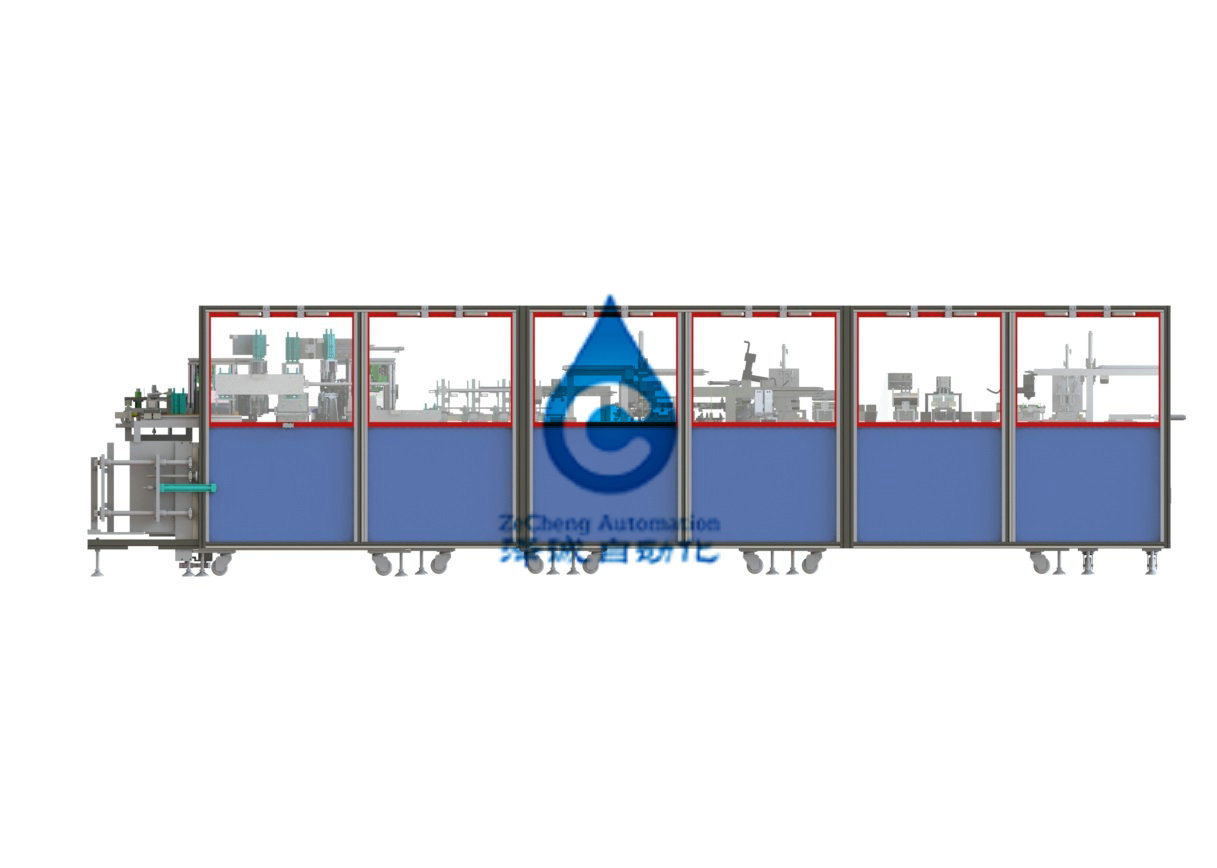
1.6. Planta de fabricación automática de la batería cuadrada equipo componente:
| NO. | Nombre de proceso | Nombre de dispositivo | Capacidad del equipo | nota |
| 1 | alimentación | Alimentador automático | 25ppm | |
| 2 | Pegamento del paquete de la junta | Célula que pega la máquina | 25 PPM | Contenga los oídos polares en varias ocasiones rectos, en la junta, cinta |
| 3 | En la cáscara | Alimentador de la célula | 25 PPM | |
| 4 | Inspección de soldadura del oído de poste | Soldadora de la tapadera del oído de poste | 25 PPM | Detección de longitud y de distancia del oído del polo y eliminación de productos defectuosos |
| 5 | Tapadera | Máquina que capsula de doblez del oído de poste | 25 PPM | Contiene el polo para arrastrar el doblez, sellando, soldadura por puntos de laser anti - rebote |
2. Medio de la energía
poder de 2.1.6.1
2.1.6.1 .1 cambio instantáneo de contador-fase del voltaje AC230V± el 10%
2.1.6.1 .2 frecuencia 50 herzios + 1 herzios
aire de 2.1.6.2
2.1.6.2 .1 presión 0.5mpa 5kgf/cm2
2.1.6.2 .2 tráfico 10 l/min
2.2. Máquina que lamina
2.2.1. Requisitos de diseño
2.2.1.1. La máquina es conveniente para embalar el caucho del tipo cuadrado batería con la buenas cinta y junta.
2.2.1.2. Flujo de proceso: carga del → de la célula eléctrica que alimenta el → de aluminio de la cáscara al mismo tiempo que cubre el → adhesivo que afianza con abrazadera colocando el → que coloca el → de aluminio de la cáscara que alimenta la alimentación del → de la cáscara (empujó hacia adentro tres veces).
2.2.1.3. Características: la cáscara se dirige a través de una guía del embudo. En el empuje de la cáscara en tres veces, los primeros dos para el empuje de fijación con abrazadera, el pasado para el empuje directo. La cáscara es cargada por la revista de la doble-posición del escalonamiento.
2.2.1.4. La longitud del documento adhesivo sobre los lados izquierdos y derechos después de que se pegue la base del rollo es L4: 0,2 ~ 1m m
2.2.1.5. Los dos lados del carrete son simétricos, con una diferencia absoluta de 0 ~ 3m m
2.2.1.6. El papel del diafragma no se puede resultar a la base después de que se pegue la base del rollo (el papel del diafragma está doblado ante el interior de la base del rollo sin exponer el diafragma)
2.2.1. 7. El pedazo y el diafragma de polo no serán dañados después de que se pegue la base del rollo
2.2.1.8 cuándo que incorpora la cáscara, debe haber un surco de la guía entre la base de la bobina y la boca de la cáscara
2.2.1.9. Los oídos positivos y negativos de la base de la bobina no doblan durante el proceso de pegar el pegamento inferior y de incorporar la cáscara
2.2.1.10 después de incorporar la cáscara, el ángulo entre la base de la bobina y el lado de la cáscara es el ≤ 50
2.2.1.11. La distancia entre la base que arrolla y la pared interna de la parte inferior de la cáscara después de incorporar la cáscara será L3: 0.5±0.2m m
2.2.1.12. La distancia entre la base de la bobina y los dos bordes del L1 de la cáscara y L2 requiere: ≥0.1mm
2.2.1.13. La diferencia de la distancia entre la base del carrete y el borde de la cáscara | l1-l2 | ≦1.5mm
2.2.1.14. Después de que la base de la bobina incorpore la cáscara, puede probar automáticamente la distancia entre la exposición del oído negativo y la boca de la cáscara, y determina la AUTORIZACIÓN o el NG
2.2.1.15. ≥ 99,8% de la tarifa de la calificación de la producción
2.2.1.16. ≥ el 95% de la producción de la producción.
2.2.1.17. La época de la operación del modelo que cambia no debe exceder 30min
![]()
![]()
Compromiso de la cooperación
1. Nueva promesa del equipo
Nuestra compañía garantiza que las mercancías proporcionadas a los clientes son equipo a estrenar, completo e inusitado.
2. Compromiso de la confidencialidad
Nuestra compañía promete que sin el permiso escrito de ningún partido, de los dibujos relacionados del otro partido, de la información técnica, de los secretos comerciales de la información del negocio y de otro sector y de los secretos técnicos no debe ser escapado a los terceros de ninguna manera.
3. Compromiso del servicio post-venta
(1) dos meses a partir de la fecha del envío del equipo, el partido B es responsable de faltas no humanas en una garantía oportuna y libre en el plazo de un año (cuando el equipo es culpable, el personal de servicio post-venta responderá en el plazo de 2 horas después de recibir la notificación. Según la situación, los personales deben existir en el plazo de 48 horas. Ningunas más adelante de 60 horas, asegurar la continuidad de la producción del comprador;
(2) después de que el equipo haya pasado el período de garantía, si hay un problema, los dos partidos comunican y se ocupan de él. En caso de necesidad, enviarán los personales de las después-ventas para repararlo, y solamente el coste será cargado. Zh
(3) durante el período de garantía estipuló en el contrato y el acuerdo técnico firmado por los dos partidos, la compañía proporcionará una garantía para los problemas de la calidad que no son causados por daño humano durante el uso normal de nuestros productos.













