

Soldadora de doblez automática del equipo de producción de la batería del níquel del hierro
1. Requisitos técnicos para el alimentador de doblez de la placa
1.1. El equipo está conectado con el equipo de soldadura del grupo del polo, y su velocidad de la soldadura y partido del control del equipo con el equipo de soldadura del grupo del polo, para realizar el doblez de la placa y de la placa antes de la soldadura del grupo del polo, y la placa se envíe automáticamente al equipo de soldadura, y de los puntos convexos no serán dañados después de que la placa esté doblada. El equipo tiene un alto nivel de operación de la automatización, estable y confiable, y puede cumplir los requisitos de la producción continua de 24 horas.
1.2. Flujo de trabajo: La estación de alimentación puesta artificial de la placa (que alimenta una estación tres, ponga diverso peso de la placa) y las impulsiones del motor el tornillo serán la primera estación de la placa hasta la ubicación especificada y el cilindro de alimentación del manipulante electroimán, absorber las subidas de la placa - cojín de alimentación del cilindro del manipulante a la guía - placa a la caída en el carril de guía, transportando el mecanismo a la placa de empuje a los componentes del molde del cilindro y colocándolo - muere abajo la placa reforzada de la placa incluso que dobla a transportar el mecanismo que dobla la buena placa lanzará, al mismo tiempo alimentando el manipulante para llevar hacia fuera un pedazo de placa bajo primera estación a los componentes del molde la repetición de la placa en el molde, hasta que usted tomen el número de matrícula determinado de la primera estación y el manipulante de alimentación en la segunda ubicación para llevar hacia fuera la placa los componentes del molde a la repetición de la placa en el molde, hasta que usted consiga a segunda estación el número de matrícula determinado y el manipulante de alimentación en la tercera estación llevar hacia fuera la placa los componentes del molde a la repetición de la placa en el molde, hasta que usted consiga a tercera estación el número determinado de placa a la placa en cilindro del tirón de la estación del tirón al mismo tiempo, cumpla 90 grados para platear componentes móviles mueva de un tirón la placa, componente de alimentación a las soldaduras - ciclo de la placa a su vez.
1.3. Modelo y especificación del producto: (unidad: milímetro)
| El nombre del | La longitud del | La anchura del | El grueso del |
| placa | 160-420m m | 115-171m m | 1.5-7m m |
| Incluso la placa atiesada | 51-71m m | 30-60m m | 0.5-1.2m m |
1.4. Eficacia: 12PPM.
1.5. Equipo confiable, tarifa baja del mantenimiento, mantenimiento conveniente y durabilidad. Aparatos eléctricos, interruptores, zócalos equipados del guardapolvo.
1.6. Coloque manualmente la placa en el nivel de alimentación. Hay tres estaciones cargadas con las placas de diversos pesos. La distancia entre los carriles de alimentación es ajustable.
1.7. Hay un tanque de la colección para la colección del polvo bajo sobrecarga.
1.8. La superficie de funcionamiento está cercana al soldador del punto para la operación fácil.
1.9. La presión del cilindro gaseoso líquido del aumentador de presión usado para doblar es: 1T.
1.10. Los botones separados se fijan en el interfaz con el soldador del punto, que es conveniente para la operación manual del cojín.
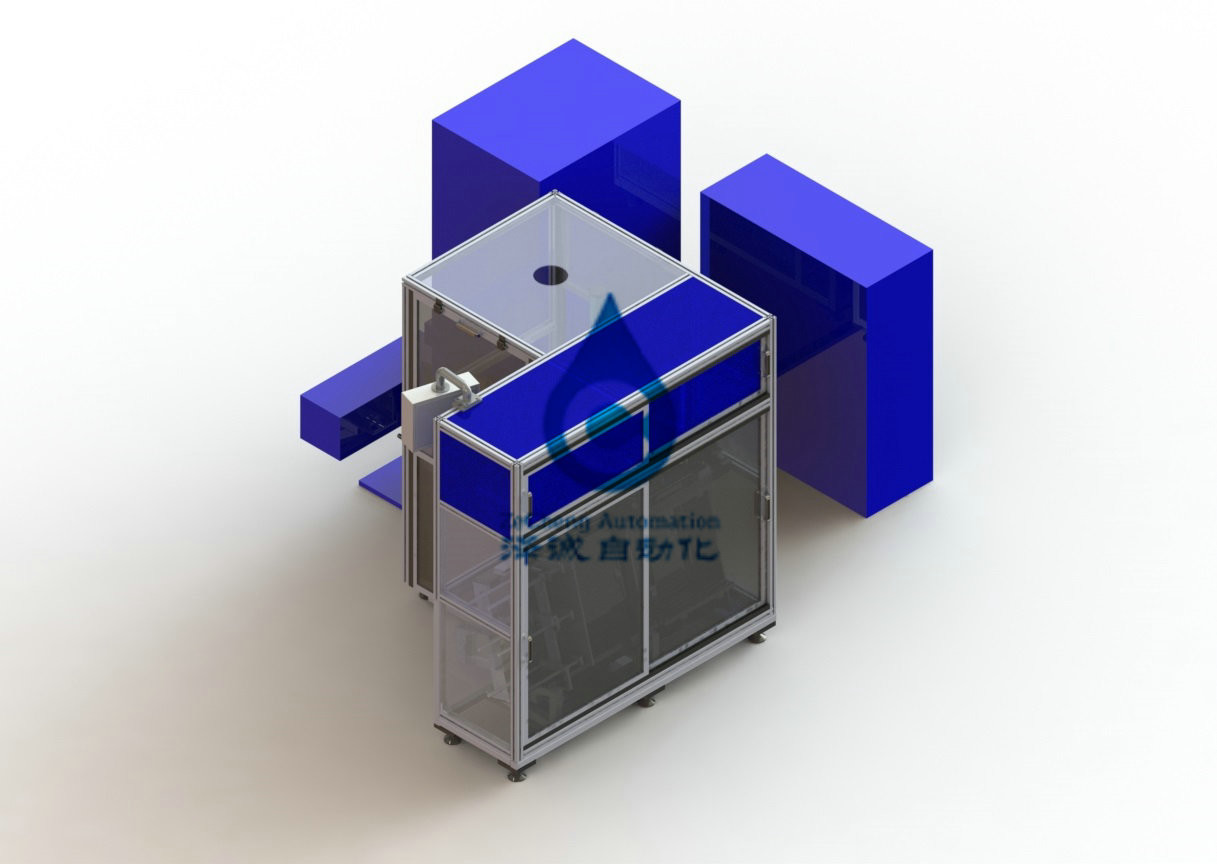
1.11.Generalequipmendawing
![]()
2. Termine la descripción de la máquina del alimentador de doblez de la placa
2.1. Tabla de componentes principales del equipo de doblez del alimentador de la placa
| El número de serie | Composición del sistema | La configuración de sistema | El número de |
| 1 | Sistema del estante | 1 sistema de | |
| Construcción esquelética soldada con autógena | 1 | ||
| Cromo de las encimeras A3 plateado | 1 | ||
| 2 | Sistema de vivienda | Perfiles de aluminio y plexiglás | 1 sistema de |
| 3 | Sistema de alimentación | 3 sistemas de | |
| El motor | 1 | ||
| Transporte linear | 2 | ||
| Placa de ayuda | 6 | ||
| Tornillo de la bola - con plata | 1 | ||
| 4 |
Sistema de manipulante de alimentación |
1 sistema de | |
| tornillo | 1 | ||
| Carril de guía linear - galjanoplastia de plata | 4 | ||
| cilindro | 3 | ||
| 5 |
Sistema de alimentación
|
1 sistema de | |
| cilindro | 2 | ||
| Compruebe el componente | Seis sistemas de | ||
| Transporte linear | 6 | ||
| 6 | El doblez muere sistema | 1 sistema de | |
| Cilindro gaseoso líquido del aumentador de presión | 1 | ||
| Arbusto de la guía | 2 | ||
| cilindro | 2 | ||
| 7 | Esconder el sistema del tirón | 1 sistema de | |
| cilindro | 1 | ||
| el llevar | 6 | ||
| 1 sistema de | |||
| 8 | Sistema del empuje de la placa | cilindro | 1 |
| Empuje el cuchillo | 1 | ||
| Carril de guía linear - platee la galjanoplastia | 2 | ||
| 9 | El esconder transportando el sistema | 1 sistema de | |
| cilindro | 1 | ||
| Carril de guía linear - galjanoplastia de plata | 1 | ||
| electroimán | 3 | ||
| 10 | Sistema de control | 1 sistema de | |
| PLC, omron | 1 | ||
| Pantalla táctil - pinzas tai del kunlun | 1 |
2.2. Parámetros técnicos del equipo
|
Especificaciones de la máquina proyecto |
ZBBE06B-00 | |
| Parámetros técnicos | La eficacia de la producción | 12PPM |
| Sistema del aire comprimido | La fuente de aire proporcionada cerca va de fiesta a | |
| Poder total (kilovatios) | 1,7 | |
| Poder de funcionamiento normal (kilovatio) | 1,5 | |
2.3. Componentes principales del equipo
2.3.1. Sistema del capítulo: hecho por la soldadura del cuadrado 40x40x3, la superficie de la pintura, el color principal del aspecto del equipo es gsb05-1426-2001
8 PB07 encienden (hierro) color azul. El substrato se electrochapa con la placa de acero de 25m m, el aspecto total es hermoso y la estructura es estable.
2.3.2. Sistema de la cubierta: por la sección de aluminio del cuadrado 40*40, el plexiglás de la placa de la puerta es claro de cristal, uso arriba y abajo de puerta deslizante y de manera de la puerta a la izquierda e a la derecha deslizante, sobre un cabine del almacenamiento
2.3.3. Sistema de alimentación: hay tres estaciones con las placas de diverso peso. Según los requisitos tecnológicos cuando los tres puntos en una pantalla táctil fijaron cada cantidad de alimentación del puesto de trabajo, en principio de la primera estación comenzó a tomar el material, toman la primera disposición de la estación y después toman la segunda ubicación, el número de trajo a segunda ubicación cantidad determinada y después toman la tercera estación, después de la tercera estación toman la soldadura completa de la placa, tan ciclo. Cada vez que se lleva una placa, conducido por el tornillo del motor, la placa restante sube a una posición, y hay un dispositivo de alarma cuando no hay material en la estación. El número de placas para cada estación se puede fijar por separado.
2.3.4. Sistema de manipulante de alimentación: está libre de moverse en tres estaciones para coger los materiales. El movimiento en la dirección de X es conducido principalmente por el tornillo de posicionamiento por el motor, y el movimiento en la dirección de Y es terminado por dos cilindros.
2.3.5. Sistema de alimentación: responsable de enviar la placa en la pista a cada estación hasta el componente de inversión, integrado principalmente por el componente de ajuste de la pista y el componente del control de la alimentación. El ajuste de la pista se utiliza para ajustar la anchura de la pista.
2.3.6. Sistema de doblez del molde: cuando la placa se empuja a la estación del molde, la placa es fijada por el estirón del polo que coloca el cilindro, el cilindro gaseoso líquido del aumentador de presión se baja para doblar el estirón del polo en 90 grados, y la presión del cilindro gaseoso líquido del aumentador de presión es 1T.
sistema en blanco del tirón 2.3.7: mueva de un tirón la placa horizontal 90 grados, chupe la placa en la placa del tirón por el imán, y empuje la placa del tirón por el tirón del cilindro del tirón él 90 grados.
2.3.8. Platee el sistema del empuje: después de que se mueva de un tirón la placa, la placa es empujada a la placa de ayuda del sistema del tirón que esconde por el sistema del empuje de la placa. Es principalmente cilindro compuesto del ofpushingknifeand.
2.3.9. Sistema transportador material: no empujar la placa que empuja el sistema, con el material de placa de ayuda del electroimán transportando el sistema bajo mudanza frente a la placa de ayuda que esconde tirón, abre entre apenas a la derecha para un grueso de la placa, la placa que empuja el sistema para empujar la placa en el pasado, la electricidad del electroimán para absorber el material de placa que transporta el sistema, y después lo envía a la estación de la soldadura.
2.3.10. Sistema de control: la máquina se equipa de un panel eléctrico, del interruptor de la salida, de la fuente de alimentación de la estabilidad de la C.C. y de otros componentes de circuito de poder, PLC del control, dispositivo de control de la válvula electromagnética y así sucesivamente. Y conexión externa, usando los conectores y la tabla terminal. El PLC adopta el omron. Los cables y los tubos de aire entre el otro equipo se atan con alambre y se instalan tubos abajo. El sistema de control entero, interruptor, enchufe, tratamiento del polvo del uso del zócalo, prevenir cortocircuito eléctrico.
2.4. Medios de la energía
Contra 2.4.1. La fuente de alimentación
2.4.1.1. Voltaje AC380V, monofásico, frecuencia 50HZ; La fluctuación del voltaje es menos del ±10%.
aire 2.4.2
2.4.2.1. Presión 0,4 ~ 0.6mpa, aire comprimido seco limpio.
2.4.2.2. Tráfico 30 l/min.
1. Nueva promesa del equipo
Nuestra compañía garantiza que las mercancías proporcionadas a los clientes son equipo a estrenar, completo e inusitado.
2. Compromiso de la confidencialidad
Nuestra compañía promete que sin el permiso escrito de ningún partido, de los dibujos relacionados del otro partido, de la información técnica, de los secretos comerciales de la información del negocio y de otro sector y de los secretos técnicos no debe ser escapado a los terceros de ninguna manera.
3. Compromiso del servicio post-venta
(1) dos meses a partir de la fecha del envío del equipo, el partido B es responsable de faltas no humanas en una garantía oportuna y libre en el plazo de un año (cuando el equipo es culpable, el personal de servicio post-venta responderá en el plazo de 2 horas después de recibir la notificación. Según la situación, los personales deben existir en el plazo de 48 horas. No más adelante de 60 horas, asegurar la continuidad de la producción del comprador;
(2) después del equipo ha pasado el período de garantía, si hay un problema, los dos partidos comunican y se ocupan de él. En caso de necesidad, enviarán los personales de las después-ventas para repararlo, y solamente el coste será cargado. Zh
(3) durante el período de garantía estipulado en el contrato y el acuerdo técnico firmados por los dos partidos, la compañía proporcionará una garantía para los problemas de la calidad que no son causados por daño humano durante el uso normal de nuestros productos.
![]()
![]()
![]()













