
La máquina de Taping semi automática de poste poste arrastra la soldadura automática de la cinta adhesiva
1. Funciones del dispositivo
El equipo se utiliza principalmente para la soldadura automática de los estirones del polo y la cinta adhesiva automática, principalmente incluyendo la soldadora ultrasónica, polo arrastra la tabla rotatoria de la colocación, estirones automáticos del polo, desenrollar de la cinta, el corte de la cinta, el lechón apropiado de la cinta, el polo que coloca el mecanismo, el marco y el sistema eléctrico.
2. Requisitos del proceso de producción:
2,1 especificaciones de producto aplicables:
especificación de 2.1.1 cintas: material de la bobina, anchura 6~16m m, longitud 20~70m m; Diámetro del agujero interno: 76m m, diámetro máximo: 150m m.
tamaño de 2.1.2 polos: anchura 20-70m m, longitud 300-1500m m;
especificación 2.1.3 de los oídos del polo: anchura 2~6m m, longitud 20~60m m;
2.2. El dibujo adhesivo de la muestra es como sigue:
2,3 requisitos específicos
2.3.1 aplican la cinta da alta temperatura detrás del oído del polo de la soldadura.
2.3.2 requisitos de la exactitud: exactitud de alimentación ±0.5mm, exactitud de soldadura ±0.3mm, exactitud adhesiva ±0.5mm, exactitud ±0.5mm del contrapunto de la repetición;
eficacia de la cinta adhesiva 2.3.3: 20-24 pedazos/minuto (relacionado con la habilidad de los trabajadores);
vida de servicio 2.3.4 del cortador de cinta: > 100.000 veces;
2.3.5 realizan el pegamento medio y el pegamento principal, la manera adhesiva está arriba y abajo de goma.
colocación del polo de 2.3.6 manuales, colocación automática y soldadura de los oídos del polo.
2.3.7 colocan manualmente el disco del estirón del polo en el eje de alimentación.
2.3.8 requisitos de soldadura: usando soldadora libre del poder del cliente la nueva (nuevo polo positivo np-c-25-9000, polo negativo np-c-40-9000), la forma del punto de la soldadura y la fuerza de soldadura son determinadas por la soldadora existente del cliente.
3. Unidad funcional del indicador
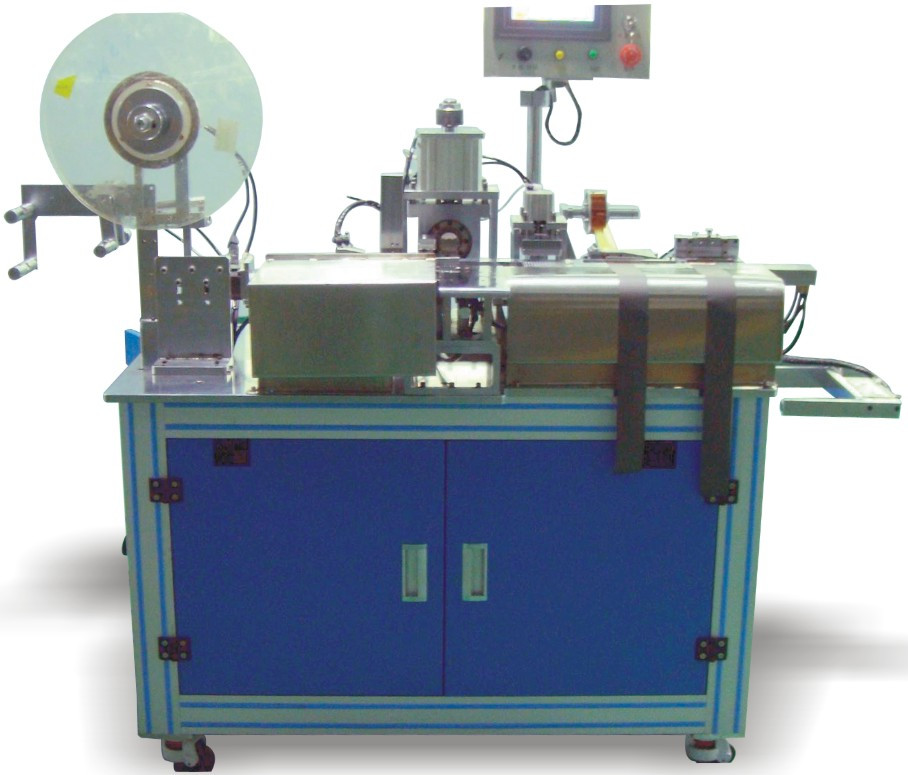
aspecto 3,1 del productor semiautomático
descripción de 3,2 componentes:
3.2.1 graban la descarga del componente: el reaprovisionamiento rápido se observa a través del eje manual de la hinchazón. Y con un mecanismo de colocación rápido para asegurar la nueva cinta rápidamente que coloca.
componente de 3.2.2 tensiones: la tensión de la rueda de fricción se utiliza para controlar rebobinar y la descarga de la bobina.
componente de 3.2.3 guías: la correa pasa a través del mecanismo de la guía antes de entrar en el rodillo acuciante.
componente de 3.2.4 pegamentos: la cinta adhesiva se desenrolla a través del mecanismo el desenrollar, materiales automáticamente de alimentación, y se fija por adsorción en el lechón. Cuando los pedazos de polo existen, la cinta adhesiva se aplica automáticamente, y la cinta adhesiva es aplicada en los lados superiores y más bajos simultáneamente. La cinta adhesiva media y la cinta adhesiva principal pueden ser observadas.
estirón de 3.2.5 polos que coloca el componente: el trabajador instalará el disco del estirón del polo en el eje de colocación, y el estirón del polo será equipado de un dispositivo de alimentación automático.
montaje de alimentación del estirón de 3.2.6 polos: el motor servo conduce el tornillo de la bola para girar, conduce el estirón del polo para alimentar en la longitud fija, y lo cortó.
polo 3.2.7 que coloca el componente: el trabajador coloca el polo en el mecanismo de colocación para colocar, el lechón del vacío absorbe automáticamente el polo y lo envía automáticamente a la estación de la soldadura para la soldadura automática.
3.2.8 componentes de soldadura: después de que los estirones del polo se envíen a la posición de soldadura, la soldadora soldará con autógena automáticamente los estirones del polo y las placas de polo (proporcionados por el cliente de la soldadora). Puede soldar con autógena el oído medio del polo del oído y de la cabeza del polo.
película 3.2.9 que recibe el componente: después de que se suelde con autógena el electrodo, el lechón pondrá automáticamente el electrodo sobre la barra de recepción material.
3.2.10 componentes eléctricos: Control del PLC. Operación de la pantalla táctil.
4. Requisitos ambientales del sitio
4,1 temperaturas ambiente: 0 ~ 40℃;
humedad relativa 4,2: 20-90% DERECHO;
fuente de alimentación 4,3: 220V monofásico, 50Hz; Gama de fluctuación del voltaje: el ±10%;
4,4 ningún gas corrosivo, líquido o gas explosivo en sitio.
aire comprimido 4,5: 5 ~ 6.5bar, gama de fluctuación de la presión: el ±10%;
1. Nueva promesa del equipo
Nuestra compañía garantiza que las mercancías proporcionadas a los clientes son equipo a estrenar, completo e inusitado.
2. Compromiso de la confidencialidad
Nuestra compañía promete que sin el permiso escrito de ningún partido, de los dibujos relacionados del otro partido, de la información técnica, de los secretos comerciales de la información del negocio y de otro sector y de los secretos técnicos no debe ser escapado a los terceros de ninguna manera.
3. Compromiso del servicio post-venta
(1) dos meses a partir de la fecha del envío del equipo, el partido B es responsable de faltas no humanas en una garantía oportuna y libre en el plazo de un año (cuando el equipo es culpable, el personal de servicio post-venta responderá en el plazo de 2 horas después de recibir la notificación. Según la situación, los personales deben existir en el plazo de 48 horas. No más adelante de 60 horas, asegurar la continuidad de la producción del comprador;
(2) después del equipo ha pasado el período de garantía, si hay un problema, los dos partidos comunican y se ocupan de él. En caso de necesidad, enviarán los personales de las después-ventas para repararlo, y solamente el coste será cargado. Zh
(3) durante el período de garantía estipulado en el contrato y el acuerdo técnico firmados por los dos partidos, la compañía proporcionará una garantía para los problemas de la calidad que no son causados por daño humano durante el uso normal de nuestros productos.













