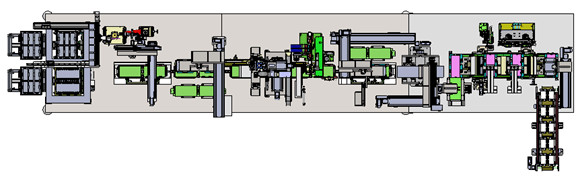
Cargamento y descarga automáticos de la detección del CCD del equipo de soldadura de laser de la placa de la transferencia
función e introducción de 3,1 dispositivos
El dispositivo soldó con autógena el pedazo de conexión y la cubierta superior en una por la soldadura de laser, pegó y cortó automáticamente el material. Con las funciones siguientes: el código bidimensional grabado de la cubierta automática del cargamento y de la descarga, superior, el código de exploración de la cubierta superior, la cubierta superior y la conexión juntan las piezas de la asamblea y soldadura de laser, detección del CCD, limpieza del sitio de la soldadura, pegamento y detección, plegamiento de la célula, tirón de la célula, función obligatoria de la cubierta superior y de la posición de soldadura del pedazo de la conexión de la célula.
3,3 módulos principales y requisitos funcionales
Requisitos técnicos funcionales principales
Las baterías que alimentan 1 diseño flexible del manipulante, interfaz del producto adoptan el material no-metálico, equipado todo de la correlación (o de la reflexión) tienen sensor material de la detección, el manipulante se prohíben en áreas tales como contacto directo con el material del metal del uso del producto, se aseguran que las baterías no desplazan, en curso de transferencia están equipadas del tipo válvula electromagnética de la presión, los productos de la garantía no caen cuando están expirados sin electricidad, no repiten la precisión de la operación de +/- 0,05 milímetros o menos.
Compruebe la dirección entrante de la batería.
3. Las piezas móviles del alambre se hacen del alto alambre multifilar flexible flexible flexible.
Durante el proceso de la transferencia, la célula será transferida bajo la protección del accesorio, y la dislocación relativa entre la célula y el accesorio no ocurrirá. El número de épocas que la célula se coge en la máquina no debe ser más de cuatro (excepto el número de épocas la célula va dentro y fuera de la máquina).
La cubierta superior que alimenta 1 interfaz material de la placa y del equipo tiene un diseño del tope.
2. Diseño flexible del manipulante, se prohíbe para utilizar los materiales del metal directamente en las partes tales como el manipulante en contacto con el producto. Contacto con el tejado lo más lejos posible para utilizar el diseño de la evitación.
1. Si hay un código del qr en la cubierta superior, se utiliza para la rastreabilidad material. Después de que se explore y se cargue el material, la cubierta de batería es laser cifrado. Si usted no toma directo grabe el código.
2. La máquina de la codificación del laser fue utilizada para cifrar la cubierta superior de la columna del polo, y el efecto de la codificación fue verificado mediante la lectura del código. El equipo lee e identifica el código del qr después de que se imprima el código, y ata la información de la asamblea de la columna del lote y del polo de la cubierta superior.
3 - mordido con el mecanismo del retiro de polvo.
4. El índice de éxito de lectura automática del código de barras superior grabado el ≥99.9%.
La posición y el tamaño de 5 yardas serán conforme a los dibujos proporcionados por el comprador.
el número de 6 de n series del código se puede aumentar automáticamente, la hora/la fecha puede ser cambiado automáticamente, el código de barras se puede limitar con el carácter, y el cambio al mismo tiempo.
En curso de código 7n, no debe haber problemas anormales tales como el aumento o la disminución del código del peso y del número, y el software se debe proporcionar para prevenir el acontecimiento del código del peso.
8. La posición de la cubierta externa del tornillo de concentración se equipa de una escala de la escala (0.1m m) para facilitar la concentración rápida y cuantitativa.
9. IPC está conectado con el arma del código para explorar el código en la cubierta superior del codificador (código de barras entrante incluyendo y código de barras de la compañía). El software de la exploración del código debe tener la función del código anti-pesado doble y se puede cargar al sistema.
La superficie externa de la cubierta superior se utiliza como la referencia para evitar defocusing anormal debido a la diferencia del grueso de materiales entrantes.
El sensor del color se utiliza para detectar la dirección de la tapadera y del polo positivo y negativo antes de la soldadura de laser.
soldadura de laser 2 para encontrar la tensión > el 200N (fuerza de esquileo). Las marcas de la soldadura de laser después de la adherencia de rasgado, no pueden producir el punto de la explosión de la soldadura, la soldadura y la otra mala soldadura, a excepción de la contaminación o de la deformación de materiales entrantes.
3. Retiro de polvo coaxial de la ubicación de la soldadura, velocidad del viento ≥15m/s.
4 durante el proceso de la soldadura, la batería serán protegidos en conjunto, y la escoria de la soldadura no salpicará en la superficie de la batería y de la cubierta superior. (véase las instrucciones siguientes para el plan detallado de la protección del polvo), el área de soldadura será desempolvada, y la escoria de la soldadura será absorbida con eficacia. Las partes con la escoria de la soldadura del salpicón atada a los útiles o a la cubierta protectora también serán desempolvadas con eficacia.
El mecanismo de fijación con abrazadera se asegurará de que el adaptador está en estrecho contacto con la tapadera antes de soldar con autógena para evitar la soldadura virtual.
El poder de la soldadora de laser es 4000W o sobre el laser continuo de la fibra, y la resolución de pantalla del poder es 1W.
La longitud focal de la cabeza del laser se puede exhibir y ajustar digital, con una gama de -5.0~+5.0mm, y la exactitud ≤0.05mm del ajuste. La dirección de la longitud focal tiene una escala/un dial con una precisión de la escala de 0.1m m, para comprobar defocusing
Los parámetros de la soldadura deben estar visualizados, detectables y encuadernados con el código de barras de la cubierta superior.
El objeto es inmóvil, y los movimientos del sistema de la cabeza del laser a lo largo de las hachas de X, de Y y de Z. La exactitud de colocación repetida es ≤±0.05mm.
Con el módulo de almacenamiento del parámetro de la soldadura, es conveniente llamar rápidamente los parámetros de diversos productos o ajustar y almacenar los parámetros de proceso. La cantidad del almacenamiento se requiere ser los grupos ≥5.
11. La soldadura será basada en la superficie interna de la columna del polo de la cubierta superior, para evitar defocusing anormal debido a la diferencia del grueso de materiales entrantes, dando por resultado la soldadura pobre. Al mismo tiempo, la función de la medida de la distancia se requiere para supervisar el cambio de la longitud focal.
La longitud de la fibra óptica no excede 20 metros.
Cauchutar el módulo
1. Después de la realización de la soldadura de laser, aplique 1 pedazo de cinta protectora da alta temperatura a los puntos positivos y negativos de la soldadura de laser respectivamente; Después de que la base sea cerrada, la cinta se pega en la cola y el lado de la célula
Las herramientas adhesivas serán hechas del material especial del anti-palillo o de otros métodos del anti-palillo.
La longitud y la posición de la cinta adhesiva pueden ser ajustadas; La posición adhesiva es simétrica al centro del área de la marca de la soldadura, y la desviación de la precisión de la posición adhesiva es ±0.5mm.
4. Grabe los dos lados y la parte inferior de la batería después de enlazar, y pegue la cantidad y la posición de la cinta según los requisitos de cliente.
5. Limpie la función de la detección con la aspiradora y de la detección temprana del caucho defectuoso
El sensor del color se debe utilizar para detectar si el pegamento falta.
7. La operación del mecanismo adhesivo es estable y confiable, y la producción adhesiva es el ≥99.5% para asegurarse de que los productos defectuosos no están permitidos fluir en el proceso siguiente.
la parada 8 para la función cambiante ≤2min del caucho, el índice de éxito de cambio del caucho es 100%.
Después del polo plegable y de combinación del módulo 1 el estirón está doblado, la columna del polo y la placa de conexión no excederán el borde de la cubierta superior, y el doblez no dañará la columna del polo, el estirón del polo, el punto de soldadura y otras piezas
el oído polar 2 que tira y que rasga no se permite en curso de corazón-cerrado.
Después de que la base sea cerrada, los lados y la parte inferior serán pegados y la detección adhesiva será conducida.
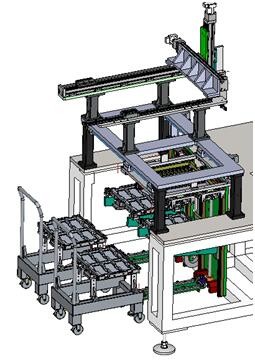
El mecanismo de alimentación de la tapadera incluye principalmente el carro de alimentación, bandeja de la tapadera, mecanismo de elevación de la plataforma, mecanismo vacío de la transferencia de la bandeja, manipulante de alimentación del pórtico. La realización principal de la tapadera después de que el material esté manualmente desempaqueta la tapadera en la bandeja, a través del carro al nivel de alimentación del mecanismo de alimentación, el manipulante tomará automáticamente la tapadera, bandeja vacía de nuevo al carro, puso la placa llena después de que el carro sea separado manualmente.
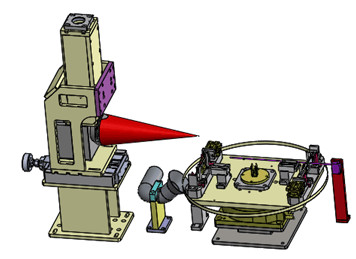
El codificador se compone principalmente de mecanismo del codificador, del ajuste del codificador, de mecanismo del retiro de polvo, de la abrazadera de la cubierta y del cilindro rotatorio. Realiza principalmente el grabado bidimensional del código en el cilindro del polo de la tapadera, y entonces después de que se grabe el código, el código entonces se explora para atar la información de la tapadera al código bidimensional, y la información bidimensional del código se carga al sistema para la grabación y la lectura fáciles; El polvo del proceso de codificación es recogido por el sistema del retiro de polvo.
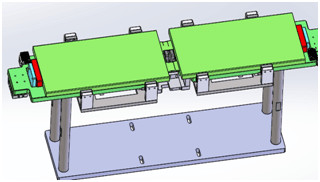
El mecanismo de colocación secundario de la célula eléctrica se compone principalmente de un soporte y de un mecanismo de regulación trilátero. Realiza principalmente el ajuste de la distancia entre las células eléctricas terminadas por la soldadura ultrasónica para cumplir los requisitos de la distancia para la soldadura de la placa de adaptador. El lado corto de las células eléctricas se invierte y se alinea en el centro a través del cilindro. La dirección de la longitud se basa en la referencia de colocación de la posición de final polar del oído, y el otro lado del cilindro se ajusta para cumplir los requisitos para la distancia entre las células eléctricas.
estación de soldadura 3.3.4
La estación de la soldadura se compone principalmente de soldar con autógena el módulo linear triaxial, la junta de la soldadura de laser, el tubo que fuma coaxial y aplanar el mecanismo de la protección. Realiza principalmente la soldadura de laser del adaptador. El mecanismo que aplana antes de que la soldadura condense el adaptador y la tapadera, conduce la junta de la soldadura al movimiento a través del módulo linear triaxial, y el sistema del retiro de polvo fuma simultáneamente y el retiro de polvo a través del tubo que fuma coaxial. Las medidas específicas de la protección del retiro de polvo son como sigue:
El mecanismo de la presión cabe de cerca el adaptador con la superficie del cilindro de la cubierta superior a través de la tapadera, y el jefe de presión de la tapadera tiene un mecanismo flexible de la primavera, de modo que el adaptador positivo y negativo y la columna del polo puedan ser comprimidos incluso si no están en el mismo avión. El escudo de la soldadura incluye el área de movimiento de la junta de la soldadura y cubre la superficie de la célula. La escoria y el salpicón de la soldadura generados en el proceso de la soldadura se separan de la célula y de la cubierta superior para evitar que la escoria y el salpicón caigan.
Hay tubos del retiro de polvo en ambos extremos de la placa de prensa de la soldadura, que están conectados con el purificador del humo. La cabeza soldadora también se equipa del tubo que fuma coaxial. En el proceso de la soldadura, tres tubos que fuman se utilizan para quitar el polvo y para fumar al mismo tiempo para asegurarse de que la escoria y el humo de soldadura se pueden quitar a tiempo.
Compromiso de la cooperación
1. Nueva promesa del equipo
Nuestra compañía garantiza que las mercancías proporcionadas a los clientes son equipo a estrenar, completo e inusitado.
2. Compromiso de la confidencialidad
Nuestra compañía promete que sin el permiso escrito de ningún partido, de los dibujos relacionados del otro partido, de la información técnica, de los secretos comerciales de la información del negocio y de otro sector y de los secretos técnicos no debe ser escapado a los terceros de ninguna manera.
3. Compromiso del servicio post-venta
(1) dos meses a partir de la fecha del envío del equipo, el partido B es responsable de faltas no humanas en una garantía oportuna y libre en el plazo de un año (cuando el equipo es culpable, el personal de servicio post-venta responderá en el plazo de 2 horas después de recibir la notificación. Según la situación, los personales deben existir en el plazo de 48 horas. No más adelante de 60 horas, asegurar la continuidad de la producción del comprador;
(2) después del equipo ha pasado el período de garantía, si hay un problema, los dos partidos comunican y se ocupan de él. En caso de necesidad, enviarán los personales de las después-ventas para repararlo, y solamente el coste será cargado. Zh
(3) durante el período de garantía estipulado en el contrato y el acuerdo técnico firmados por los dos partidos, la compañía proporcionará una garantía para los problemas de la calidad que no son causados por daño humano durante el uso normal de nuestros productos.