
Supercapacitor Shell Rolling y máquina del lacre del surco, planta de fabricación de la batería
Shell - línea rodante del surco
introducción 1,1 a las funciones y a los principios del dispositivo:
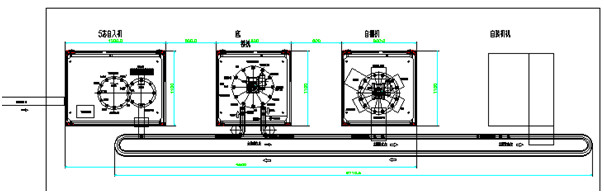
La planta de fabricación automática se compone de alimentador automático de la cáscara, del rodillo automático del surco y de la línea circular del transportador. Entre ellos, la máquina de alimentación de la cáscara automática se utiliza para realizar las funciones de limpiar con la aspiradora en ambos finales de la célula desnuda, del diámetro externo que forma, del diámetro que mide, de formar automático del oído negativo del electrodo, del oído del plegamiento del polo, de la alimentación automática de la cáscara de aluminio, de la limpieza que sopla y de la alimentación automática de la cáscara. La prensa de batir del surco automático se utiliza para realizar las funciones de la inyección automática del aceite lubricante, el balanceo del surco y el aislamiento de la batería, y la línea del anillo se utiliza para realizar el ciclo de la logística de la batería en cada unidad de la cadena de producción.
aspecto total 1,2 del equipo (con los dibujos)
tamaño total 1.2.1: longitud: anchura de 4500m m x: altura de 1200m m x: 1600m m;
aspecto 1.2.2: la infraestructura subrayada adopta la estructura de soldadura del cuadrado-paso, y el marco de aislamiento superior adopta la estructura del perfil de la aleación de aluminio, sellada con el plexiglás;
interfaz de 1.2.3 operaciones: cada dispositivo se equipa de una pantalla táctil independientemente actuada, que es fácil de actuar y fácil mantener;
1,3 componentes principales del equipo
1.3.1 componentes neumáticos: Productos de SMC de Japón;
sistema de control eléctrico 1.3.2: el PLC adopta productos de OMRON de Japón, y la pantalla táctil adopta productos de EVIEW;
carril de guía linear 1.3.3, tornillo de la bola, transporte linear, etc.: Se adoptan los productos de HAIWIN;
motor servo 1.3.4: se utilizan los productos de panasonic; Motor de pasos: usando los productos de la compañía de Sanyo de Japón;
sistema de proceso visual 1.3.5: Productos de KEYENCE de Japón;
fuente de alimentación de la soldadura por puntos 1.3.6: producto 8000A de la compañía del miyaki de Japón;
divisor rotatorio 1.3.7: los productos de Taiwán broncean a la compañía subsidiaria se adoptan;
2. Materiales entrantes y especificaciones de producto convenientes para la cadena de producción
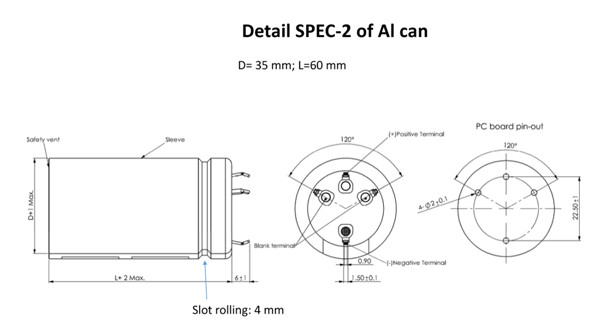
gama de la especificación de producto 2,1 que el equipo puede producir: productos de 35600 series;
forma polar del oído 2,2: 1 oído positivo; Un oído negativo del electrodo; Los oídos positivos y negativos del electrodo deben estar en el estado vertical cuando se suministra la batería.
2,3 la gama de la tolerancia del diámetro de la célula podrán cumplir los requisitos del cargamento de aluminio automático de la cáscara.
III. parámetros técnicos del equipo
índice calificado 3,1 de productos del equipo: el ≥95% (debido a los malos productos causados por la máquina)
3,2 capacidades/velocidad del equipo: 20PPM;
porcentaje de averías de equipo 3,3: el ≤5% (fracaso causado por el equipo único)
equipo 3,4 eléctrico: voltaje el AC220±10%, poder 10KW
aire comprimido 3,5: 0.6mpa
el buen funcionamiento ergonómico 3,6 se debe alcanzar en diseño de máquina;
3,7 de aluminio, el acero inoxidable o el electrochapado se prefieren como los materiales estructurales de la máquina;
Cuatro, cada principio del trabajo de la máquina y breve explicación
máquina de alimentación de la batería automática 4,1
introducción 4.1.1 a las funciones y a los principios del dispositivo:
La máquina de alimentación de la batería automática es un equipo de producción completamente automático, que se utiliza para realizar las funciones de la comprensión automática de 35600 baterías, de la extracción de polvo en ambos extremos, batería que forma, estirón del cátodo que coloca y que forma, medida del diámetro, el estirón del plegamiento del polo, el polvo de absorción de la cáscara de alimentación, de aluminio de la cáscara de aluminio, la alimentación automática de la batería y el esconder automático.
La batería que la máquina de alimentación de la cáscara automática adopta una manera completamente automática, la batería es automáticamente entrada al puesto de trabajo de la correa del tirón de la pre-secuencia con la manera de robot de recogida automático de asir y cargar, la alimentación de la cáscara de la batería adopta la manera de identificación de amontonamiento, automática del silo de positivo y de negativo.
4.2.2 flujo de acción del equipo
El lazo para enviar las baterías a la estación de la alimentación automática - robots de la cosecha quiera las baterías que traen y la colocación del accesorio se pone en el dial rotatorio a las baterías para extraer automáticamente el polvo, cirujanos cosméticos para hacer las baterías plásticas y el diámetro de la célula de la prueba - de la eliminación las baterías incompetentes automáticas - rotación del posicionador y la colocación del oído del polo negativo del oído que forma de nuevo la organización de plástico del oído de dos polos - doblez automático en el oído del ánodo - identificación automática de aluminio de la alimentación automática de la cáscara (dirección positiva y negativa) y cáscara de aluminio automáticamente en el pequeño dial que coloca el accesorio a la extracción de polvo de aluminio de la cáscara, baterías, cáscara de aluminio cargada automática - manipulante de la rotación bajo recogida de la batería gira 180 ° en el accesorio de la línea y la electricidad del transportador la piscina se transporta a la estación del afterwork a lo largo de la línea del transportador.
composición 4.1.3 de componentes principales
robot de carga de 4.1.3.1 de la célula eléctrica: el robot de 4 dof se utiliza para realizar la carga automática de la célula eléctrica.
sistema de alimentación automático de 4.1.3.2 de cáscara de aluminio: se compone de compartimiento de almacenamiento, mecanismo de alimentación rotatorio, motor, reductor, el frente de aluminio de la cáscara y dispositivo de detección trasero, el etc., que se utiliza para realizar la alimentación automática de la cáscara de aluminio de la batería.
dial rotatorio de la estación de 4.1.3.3 12: 1 sistema, consistiendo en el motor, el reductor, el divisor rotatorio de 12 estaciones, el embrague electromágnetico, colocando la plantilla, la estación 12 que pone en un índice el disco, el etc., se utiliza para realizar la transmisión de colocación y afianzando con abrazadera de la batería y giratoria en cada estación.
dial rotatorio de la seis-estación de 4.1.3.4: un sistema, consistiendo en el motor, el reductor, el divisor rotatorio de la seis-estación, colocando la plantilla, dividiendo la placa, el etc., se utiliza para la transmisión de la cáscara de la batería y el montaje de célula de batería.
batería de 4.1.3.5 que forma la estación: se compone de un manipulante de carga, una mano de fijación con abrazadera para la batería que forma, y un sensor, un etc. de detección, que se utiliza para agarrar la batería de la línea de transmisión, formar el diámetro externo de la batería después de enrollar, y detectar el diámetro externo de la batería.
4.1.3.6 que coloca la estación del oído negativo del electrodo: se compone de un dispositivo giratorio automático y de un mecanismo de la detección de la posición del oído del electrodo, del etc. negativos, que se utiliza para realizar la colocación del oído negativo del electrodo de la célula eléctrica.
oído negativo de 4.1.3.7 que forma la estación: se compone de un mecanismo que forma de fijación con abrazadera y de un sensor de la detección, que se utilizan para formar dos oídos negativos respectivamente.
estación de doblez automática de 4.1.3.8 del estirón negativo: se compone de la célula eléctrica que coloca el mecanismo y 2 mecanismos de doblez automáticos del estirón negativo, que se utiliza para realizar el doblez automático del estirón negativo.
estación de carga de 4.1.3.9 de la célula eléctrica: se compone de la cáscara de aluminio que coloca el mecanismo, el mecanismo de carga automático de la célula eléctrica, el sensor de la detección, el etc., que se utiliza para realizar la carga automática de la célula eléctrica.
estación de descarga rotatoria de la batería de 4.1.3.10: se compone de comprender el manipulante giratorio, el etc., que se utiliza para realizar la célula de batería que se moverá de un tirón verticalmente de la boca a la parte inferior después de ser cargada en la cáscara de aluminio y puso en la base de la batería de la línea transportadora circular.
prensa de batir de la ranura automática 4,3
introducción 4.3.1 a las funciones y a los principios del dispositivo:
Esta prensa de batir del surco automático es un equipo de producción completamente automático, que se utiliza para realizar el balanceo automático del surco de la batería cilíndrica 35600. La precisión dimensional del surco es como sigue (puede ser modificado y ser ajustado según la cáscara de la batería y el casquillo reales del partido a):
Tamaño de la ranura del rollo
Con la base de la batería con la línea del transporte, a través de la batería del manipulante de la rotación que trae en el dial rotatorio que coloca el accesorio (2 a), el disco de división se hace para cada ubicación en el trabajo siguiente: inyección automática de la cáscara de la batería, surco automático del rollo, vacío chupar encima del polvo y detección después de rodar la cáscara de aluminio del surco para ver si hay alguna fractura, cortocircuito, detección automática en la capa de la pared celular, corte automático, etc. Después de que se termine el surco rodante, la batería se transporta junto con la línea del transportador del anillo, y la batería se saca manualmente de la base y puso en el disco de rotación.
flujo de acción de 4.3.2 dispositivos
Con la batería del chasis con la línea del transportador a la rueda y alimentar la recogida rotatoria de una batería del manipulante y la rueda interior que colocan el accesorio 2 (1) - > batería con y sin el espray automático de la cáscara de la detección y de la batería - surco automático del rollo - prueba quebrada de absorción del vacío de la cáscara del polvo y de la batería del vacío - > prueba del cortocircuito de la batería a la capa de la pared celular, el esconder automático.
composición 4.3.3 de componentes principales
dial rotatorio de la seis-estación de 4.3.3.1: se compone de un motor, de un reductor, de un divisor rotatorio de la seis-estación, de un embrague electromágnetico, de una plantilla de colocación y de una seis-estación dividiendo el dial, el etc., que se utiliza para realizar la colocación y la fijación con abrazadera de la batería y la transmisión giratoria en cada estación.
4.3.3.2 que gira el manipulante de alimentación (más bajo) superior: se compone de 180° de dos posiciones que intercambia el mecanismo de rotación, mecanismo móvil superior y más bajo, finger neumático, batería que coloca el accesorio, sensor de la detección, el etc., que se utiliza para realizar la alimentación y la descarga automáticas de la batería de la línea transportadora a la prensa de batir del surco.
detección del cargamento de la batería de 4.3.3.3 y estación automática de la inyección del aceite: se compone del sensor de la detección, del dispositivo automático de la inyección del aceite, del soporte fijo, del etc., que se utiliza para comprobar si hay cualquier cargamento de la batería e inyección del aceite lubricante en la superficie de la cáscara de la batería para reducir la fricción del avellanador en cáscara de la batería durante surco rodante.
estación rodante automática del surco de 4.3.3.4: se compone del mecanismo de alzamiento elástico de la batería, colocando el mecanismo, el mandril rector, cabeza giratoria de la herramienta, leva-tipo mecanismo de alimentación y para arriba-presionar el mecanismo realizar el surco rodante automático de la batería.
polvo de la succión del vacío de 4.3.3.5 y estación de aluminio de la detección del daño de la cáscara: se compone arriba y abajo de mecanismo del movimiento, de mecanismo de la succión del vacío, de mecanismo de la detección del vacío, del etc., que se utiliza para la extracción de polvo de la pared interna de la batería después de rodar el surco y la detección de daño de aluminio de la cáscara.
estación de prueba de aislamiento de 4.3.3.6: se compone arriba y abajo de punta de prueba del movimiento, del sensor de la detección, del probador del aislamiento, del etc.
posición de pegado automática de 4.3.3.7: se compone de un mecanismo del movimiento del up-down, un mecanismo giratorio del movimiento y un sistema, un etc. de pegado, que se utiliza para realizar el pegado automático de la pared interna de la batería.
línea anular del transportador 4,4
Esta línea de transmisión se utiliza para realizar la circulación de la batería (instalada en el chasis) en cada estación de la cadena de producción. La estación correspondiente se equipa del mecanismo de la parada-parada y del mecanismo de alimentación. La batería terminada por el surco rodante se carga en la bandeja del volumen de ventas a través del manipulante de alimentación.
Cinco: configuración y estándar generales del equipo
color de 5,1 dispositivos: el tablero del color prevalecerá
5,2 10M M de medición de la pared externa de la máquina, el ruido del ≤ 80db del equipo
5,3 el equipo cumple con los estándares de seguridad del equipo mecánico y eléctrico relevante del estado y todos los estándares y requisitos de seguridad requeridos por el código de la seguridad del partido A.
5,4 se atan el manual chino de la operación y el manual del mantenimiento de equipo.
la carta de control eléctrica 5,5, la carta de control neumática, la especificación de piezas compradas, el código fuente y otros materiales de la máquina serán entregados aleatoriamente.
5,6 el vendedor proveerán del comprador la lista y los dibujos de las diversas piezas para el reemplazo de las variedades.
5,7 porciones que llevan se atan al equipo:
5,8 proporcione una lista de partes vulnerables, incluyendo nombre, el número de unidades, la especificación, el modelo o el dibujo, marca, estimada vida y la otra información.
Vi. requisitos de las condiciones del equipo
6,1 pesos de equipo: sobre 600Kg; Tamaño del equipo: altura del × de la anchura del × de la longitud = 2100mm×1300mm×1540m m;
6.2. Temperatura ambiente: determinado por el ambiente del taller del partido a;
fuente de alimentación de 6,3 controles: 220V monofásico, 50HZ, gama de fluctuación del voltaje 5KVA: + 10%-10%;
6.4. Aire comprimido: después de secar, estabilización de la filtración y de la presión: la presión del mercado es mayor que 5.0kg/cm2;
6,5 el partido a se asegurará de que el aire en el sitio sea sin obstáculo;
1. Nueva promesa del equipo
Nuestra compañía garantiza que las mercancías proporcionadas a los clientes son equipo a estrenar, completo e inusitado.
2. Compromiso de la confidencialidad
Nuestra compañía promete que sin el permiso escrito de ningún partido, de los dibujos relacionados del otro partido, de la información técnica, de los secretos comerciales de la información del negocio y de otro sector y de los secretos técnicos no debe ser escapado a los terceros de ninguna manera.
3. Compromiso del servicio post-venta
(1) dos meses a partir de la fecha del envío del equipo, el partido B es responsable de faltas no humanas en una garantía oportuna y libre en el plazo de un año (cuando el equipo es culpable, el personal de servicio post-venta responderá en el plazo de 2 horas después de recibir la notificación. Según la situación, los personales deben existir en el plazo de 48 horas. Ningunas más adelante de 60 horas, asegurar la continuidad de la producción del comprador;
(2) después de que el equipo haya pasado el período de garantía, si hay un problema, los dos partidos comunican y se ocupan de él. En caso de necesidad, enviarán los personales de las después-ventas para repararlo, y solamente el coste será cargado. En
(3) durante el período de garantía estipuló en el contrato y el acuerdo técnico firmado por los dos partidos, la compañía proporcionará una garantía para los problemas de la calidad que no son causados por daño humano durante el uso normal de nuestros productos.













